5. Система глина-вода. Виды связанной воды в глине. Вода пластичная
Свойства глины
Глину добывают из-под земли. Вода, просачиваясь сквозь камень, размывает растворимые элементы и разрушает его.
Свойства глины
 Глину разделяют на два вида: первичную и вторичную. Первичную находят там же, где и камень. Обычно это очень однородные, крупные куски с небольшой пластичностью, белого цвета Они могут быть обожжены при высоких температурах. Каолин — первичная глина.Вторичная — это глина, которая найдена далеко от камня. Она бывает в виде кусков различного размера: сначала встречаются куски больших размеров, затем — средние и, наконец, мелкие кусочки, которые постепенно растворятся в воде. Вторичная глина лучше и пластичнее первой, но может содержать включения из других материалов органического происхождения или минералы, которые могут снижать температуру обжига и изменять цвет глины.
Глину разделяют на два вида: первичную и вторичную. Первичную находят там же, где и камень. Обычно это очень однородные, крупные куски с небольшой пластичностью, белого цвета Они могут быть обожжены при высоких температурах. Каолин — первичная глина.Вторичная — это глина, которая найдена далеко от камня. Она бывает в виде кусков различного размера: сначала встречаются куски больших размеров, затем — средние и, наконец, мелкие кусочки, которые постепенно растворятся в воде. Вторичная глина лучше и пластичнее первой, но может содержать включения из других материалов органического происхождения или минералы, которые могут снижать температуру обжига и изменять цвет глины.
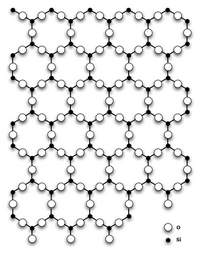
Основной элемент, из которого состоит глина, это каолинит. Химическая формула — AI2O31. 2Si02*2h30 приблизительно в следующих пропорциях: 40% оксида алюминия, 46% кремния, 14% воды.
Свойства глины — Пластичность
Когда из глины что-либо изготавливают, ее пластичность позволяет частям и деталям изделия легко склеиваться и держать форму. Очень пластичная глина обладает способностью впитывать воду, однако при ее излишках глина теряет пластичность и становится слишком мягкой и липкой. Лучше дать ей немного просохнуть перед тем, как продолжить работу.После того как глина подготовлена к работе, она должна немного полежать, что придаст ей большую пластичность.
Чтобы проверить пластичность глины, скатайте небольшой шарик и разомните его в полоску. Сделайте бублик и посмотрите, достаточно ли гладкая и однородная его поверхность. Если на ней трещины, значит, она недостаточно пластична и ее нужно смешать с другой глиной, у которой это качество выше.
Свойства глины — Сжимаемость
Когда глина впитывает воду, она становится мягче, и ее размеры увеличиваются. Но когда глина некоторое время полежит на воздухе, она твердеет и ее размеры уменьшаются. Такое свойство глины называется сжимаемостью. Вода просачивается изнутри на поверхность, где и высыхает.
Глина, которая обладает большей впитываемостью, обладает и большей сжимаемостью. В процессе высыхания пласты глины из-за потери воды прилегают ближе друг к другу. Размер кусочков также влияет на степень сжимаемости: глина, состоящая из более крупных кусков, сжимается меньше, чем из мелких.Смешивая глину с не пластичными материалами, можно ускорить процесс высыхания, так как эти материалы не впитывают много воды.
Глина, высушенная при комнатной температуре, все еще содержит воду. Полностью ее можно высушить только в печи для обжига при температуре 100 °С (212 °F), но и в этом случае будет удалена вода, которая находилась в жидком состоянии. Вода же, входящая в состав химических соединений глины, испарится только при температуре 550 °С (1022 °F). При этой температуре вода в составе глины подвергается химической реакции, делая глину более твердой. Таким образом, сжимаемость глины происходит в два этапа: во время сушки при комнатной температуре и при обжиге.

- Красная глина: обжиг при 1000 °С (1832 °F)
- Серая промышленная глина: обжиг при 1000 «С (1832 °F)
- Кремнистая глина: обжиг при 1000—1250 ‘С (1832-2282 °F)
- Кремнистая глина высокой мягкости: обжиг при 1000-1250 ‘С (1832-2282 °F)
- Фарфоровая глина обжиг при 1000-1300 «С (1832-2372 °F)
 На картинке изображено снизу вверх: красная глина, белая промышленная глина, серая промышленная глина, фарфоровая глина (каолин), кремнистая глина, кремнистая глина высокой мягкости, кремнистая глина средней мягкости.
На картинке изображено снизу вверх: красная глина, белая промышленная глина, серая промышленная глина, фарфоровая глина (каолин), кремнистая глина, кремнистая глина высокой мягкости, кремнистая глина средней мягкости.
keramoblog.com
5. Система глина-вода. Виды связанной воды в глине.
Взаимодействие глины с водой характеризуется следующими свойствами:
-деформируемость
-изменение формы смеси глины с водой под воздействием силы, возможность принимать и сохранять заданную форму;
-приобретение жесткости и развитие значительных сил сцепления в процессе сушки, возрастание сцепления с ростом температуры и, наконец, приобретение состояния камня при 900-1000°С;
-возможность полной обратимости процесса увлажнения и термической обработки, если температура не превышает 400°С.
Различные типы глин имеют сходные характеристики взаимодействия с водой, однако, каждая из них имеет свои отличия этого взаимодействия, которые обусловлены:
-соединениями элементов различного типа;
-гранулометрическим составом.
Связи между глиной и водой….Взаимодействие глины с водой реализуется различными физическими и химическими процессами. По характеру свя-I различают три вида воды:1)Химическую.
2)Физико-химическую.
3)Механическую.
Химическая вода в свою очередь делится (по Вернадскову:)
Кристаллизационную (воду структуры) — она не присутствует в молекулярной форме, поэтому интегрирована в структуру глинистой частички. Интенсивность такой связи достаточно высока, и гидроксид появляется в форме воды только при высокой температуре.
Конституционную, она присутствует в молекулярной форме и является частью кристаллической решетки глиняной частички. Ее освобождение разрушает кристаллическую структуру и ведет к необратимым процессам. Физические характеристики кристаллизационной воды сильно отличаются характеристик свободной воды, благодаря сильному взаимодействию элементов кристаллической решетки.
Цеолитную — она находится в пространстве между кристаллами и может быть в значительных объемах в монтмориллоните
Механическая вода — заполняющая капилляры при соприкосновении глины с водой (вода затворения). Она представляет тончайшую пленку (толщиной примерно 10 молекул), которая скрывает поверхность каждой частички и удерживается электростатическими силами. Эта пленка воды называется также гидросферой. Она обеспечивает вязкость и в то же самое время скольжение частиц под внешним воздействием, следовательно, хорошую обрабатываемость материала. Когда гидросфера тонкая и глиняные частички разделены, возможно свободное {как в потоке) перемещение, вызванное избытком воды.
Физико-химическая вода — это связанная адсорбционная и рыхло связанная вода (полуориентированная), удерживается электромолекулярными силами. Адсорбционная вода (гигроскопичная) зависит от температуры и относительной влажности внешнего воздуха.
6. Основные технологические характеристики керамического сырья. Классификация по пластичности: 1-Высокопластичные глины с числом пластичности более 25 2-Среднепластичные – число пластичности 15-25. 3- Умереннопластичные 7-15. 4- Малопластичные – 3-7. 5-Непластичные- не дают пластичного теста. Число пластичности определяют по разности влагосодержания м/у нижним пределом текучести и границей раскатывания. Пластичность- способность глин при смешивании её с водой образовывать тестообразную массу, которая под влиянием внешних воздействий принимает нужную форму без разрывов, трещин и сохранять её при прекращении этих воздействий. Физический смысл числа пластичности заключается в том, что она показывает предел содержания воды, соответствующего пластическому состоянию глиняной массы.
Требования нормативных документов к сырью Требования по огнеупорности: 1- огнеупорные, показатель огнеупорности свыше 1580 0С. 2-тугоплавкие -11-от 1350-1580 0С. 3- легкоплавкие-11- ниже 1350 0С. Для керамического кирпича используются легкоплавкие. По содержанию суммы окислов Al2O3 и TiO2:1- высокоосновные Al2O3 + TiO2 более 40%. 2- основные—11-- 30-40%. 3-полукислые –11—15-30%. 4-кислые –11—менее15%. По спеканию: 1- сильноспекающиеся. 2- среднеспекающиеся. 3- неспекающиеся. По температуре спекания: 1-низкотемпературного спекания t=1100 0С.2- среднетемпературного спекания 100-1300 0С. 3- высокотемпературного спекания 1300 и выше. По содержанию тонкодисперсных фракций: 1- высокодисперсные с содержанием частиц размером 10 мкм. – свыше 85%; 1 мкм – 60%.2- среднедисперсные с содержанием частиц размером в 10мкм – 60-85%; 1мкм – 10-60%. 3- низкодисперсные с содержанием частиц размером в 10мкм –30- 60%; 1мкм –15-40%. 4- грубодисперсные с содержанием частиц размером в 10мкм –30%; 1мкм –15%. ПО количеству включений: 1- с низким содержанием включений – не более1% 2- со средним содержание включений – 1-5% 3- с высоким содержанием вллючений – более 5%. По размеру включений: 1- с мелкими включениями – менее 1 мм. 2- со средними включениями – 1-5 мм. 3- с крупными включениями – более 5мм.
7. Основные задачи и методы глиноподготовки. Вылёживание предварительно переработанной глины осуществляется в шихтозапасниках силосного типа, при вылёживании массы происходит равномерное распределение влаги, усреднение по хим. составу, набухание глин. частиц. Продолжительность вылёживания не менее 24 ч.
Глиноподготовка включает в себя все операции, предшествующие формованию, направленные на превращение сырья в массу с определенными качественными характеристиками, сохраняющимися в течение достаточно длительного времени.
В процессе глиноподготовки происходит дальнейшая диспергация и гомогенизация глинистой массы.
В шихтозапаснике происходят следующие процессы:
— равномерное распределение влаги на поверхности глинистых частиц и обволакивание глинистыми частицами компонентов шихты;
— дальнейшая диспергация глинистых частиц и повышение пластичности.
Вымачивание глины производят следующим образом: перед тем, как пустить глину в формовку, ее укладывают слоями толщиной в 20 см и каждый слой увлажняют (поливают водой) до нужной степени влажности. После суточного вымачивания глину пускают в формовку. Если сырье применяют с отощителем, то при укладке для вымачивания слой глины перемежают со слоями отощителя и вымачиванию подвергают готовую шихту. Такой способ приготовления шихты называется ямным способом.
При длительном вымачивании происходит не только равномерное распределение влаги, но и набухание глинистых частиц, что ведет к увеличению пластичности массы на 50%.
Глина подвергается паропрогреву непосредственно перед формованием. Обычно глина поступает в закрытую глиномешалку, куда подается водяной пар. Конденсируясь на поверхности глины, пар дополнительно увлажняет ее и в то же время прогревает. Рекомендуется прогревать глину до температуры 50—60°С. Способ паропрогрева предложен Канунни-ковым и Роговым. Пароувлажнение играет большую роль также при сушке изделий, сокращая срок сушки на 30—50%.
Наиболее важные функции глиноподготовки включают в себя следующие операции:
1. Исключение или размельчение таких компонентов сырья, которые либо чрезмерно отощают сырье (уменьшают пластичность), либо отрицательно влияют на процессы сушки и обжига, либо уменьшают прочность или ухудшают внешний вид изделий.
2. Тщательное перемешивание различных компонентов для получения максимально возможной однородности сырья по гранулометрии, по вещественному и химическому составу, по содержанию влаги и воздуха.
3. Диспергация глинистого сырья, т.е. раскрытие внутренних поверхностей материала для большего контакта частиц с влагой, что очень важно как при формовке, так и при сушке изделий.
4. Глиноподготовка улучшает пластичность сырьевых масс. Таким образом, глиноподготовка выполняет две основные
задачи: измельчение сырья и его гомогенизация.
Глиноподготовка может осуществляться следующими способами:
— шликерным;
— пластическим;
— полусухим;
— сухим.
studfiles.net
Пластичная жидкость - Большая Энциклопедия Нефти и Газа, статья, страница 1
Пластичная жидкость
Cтраница 1
Пластичная жидкость с определенными и постоянными приданной температуре значениями сг0 и Ц называется также бингамовской пластичной жидкостью в отличие от пластичных жидкостей иного рода - псевдопластичных, которые при малых значениях градиента скорости dw / dx ведут себя как ньютоновские жидкости. [1]
Пластичная жидкость с определенными и постоянными при данной температуре значениями ст0 и ц называется также бингамовской пластичной жидкостью в отличие от пластичных жидкостей иного рода - псевдопластичных, которые при малых значениях градиента скорости dw / dx ведут себя как ньютоновские жидкости. [2]
Пластичные жидкости обладают свойствами твердых тел и при малых давлениях не текут. [3]
Для пластичных жидкостей устойчивый ламинарный режим движения наблюдается при Re 2000, переходный режим соответствует 2000 Re 3000, при Re 3000 наступает турбулентный режим течения. [4]
Понятие о пластичных жидкостях впервые ввел Бингам, поэтому их называют бингамовскими вязкопластичными жидкостями, или бингамовскими телами. Они отличаются от ньютоновских жидкостей тем, что для инициирования течения требуется приложить некоторое конечное напряжение. [6]
В отличие от пластичных жидкостей псевдопластичные жидкости начинают течь при самых малых значениях т, но вязкость этих жидкостей изменяется от ( ло ( при t 0) до ( л ( при - с-хзо), приближаясь с возрастанием t к вязкости пластичной жидкости. [8]
При ламинарном движении пластичных жидкостей потеря давления может быть определена по формуле ( обозначения см. стр. [9]
Оригинальный метод перекачки высоковязких пластичных жидкостей с пристенным слоем из маловязкой жидкости предложен советскими исследователями. Некоторые авторы предлагают создавать пристенный слой из растворов полимеров, что обеспечивает некоторое гашение кинетической энергии движущихся частиц нефти и предотвращает непосредственное контактирование ( смачивание) нефти со стенками трубопровода. Рекомендуется использовать полимеры окиси этилена, добавляемые в воду в количестве от 10 до 10 тыс. частей на 1 млн. частей воды, или же полимеры и сополимеры винилового спирта при содержании их в количестве от 1000 до 20000 частей на 1 млн. частей воды. Могут также применяться растворы полимеров и сополимеров акриламида в сочетании с низшими алкилакрилатами или метакрилатами при концентрации от 10 до 10 тыс. частей на 1 млн. частей воды. Испытания водного раствора полимера окиси полиэтилена показали, что при перекачке нефти с вязкостью 3000 сПз напор, необходимый для перекачки, при скорости потока 1 12 м / с уменьшается на 18 % по сравнению с перекачкой той же самой нефти в том же трубопроводе при кольцевой прослойке чистой воды. [10]
Оригинальный метод перекачки высоковязких пластичных жидкостей с пристенным слоем из маловязкой жидкости предложен советскими исследователями. Некоторые авторы предлагают создавать пристенный слой из растворов полимеров, что обеспечивает некоторое гашение кинетической энергии движущихся частиц нефти и предотвращает непосредственное контактирование ( смачивание) нефти со стенками трубопровода. Рекомендуется использовать полимеры окиси этилена, добавляемые в воду в количестве от 10 до 10 тыс. частей на 1 млн. частей воды, или же полимеры и со-пслимеры винилового спирта при содержании их в количестве от 1000 до 20000 частей на 1 млн. частей воды. Могут также применяться растворы полимеров и сополимеров акриламида в сочетании с низшими алкилакрилатами или метакрилатами при концентрации от 10 до 10 тыс. частей на 1 млн. частей воды. Испытания водного раствора полимера окиси полиэтилена показали, что при перекачке нефти с вязкостью 3000 сПз напор, необходимый для перекачки, при скорости потока 1 12 м / с уменьшается на 18 % по сравнению с перекачкой той же самой нефти в том же трубопроводе при кольцевой прослойке чистой воды. [11]
Учение о механизме течения пластичных жидкостей называется реологией. [12]
При выдавливании ( экструзии) пластичных жидкостей применяется червячный ( винтовой) пресс. Подающий винт проталкивает жидкость в камеру с профилированным отверстием. В камере образуется некоторое избыточное давление А / 7, вызывающее истечение жидкости из отверстия с определенной скоростью. На поверхности вала винта жидкость вращается вместе с ним, следовательно, составляющая скорости жидкости по спиральной линии здесь равна нулю. У стенки аппарата жидкость передвигается с наибольшей скоростью. [13]
При выдавливании ( экструзии) пластичных жидкостей применяется червячный ( винтовой) пресс. Подающий винт проталкивает жидкость в камеру с профилированным отверстием. В камере образуется некоторое избыточное давление Др, вызывающее истечение жидкости из отверстия с определенной скоростью. На поверхности вала винта жидкость вращается вместе с ним, следовательно, составляющая скорости жидкости по спиральной линии здесь равна нулю. У стенки аппарата жидкость передвигается с наибольшей скоростью. [14]
Большинство структурированных растворов относится к пластичным жидкостям ( тело Бингама) или к вязкопластичным жидкостям ( тело Шведова), поэтому они не подчиняются закономерностям для ньютоновских жидкостей. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Способ определения содержания воды в пластичных смазочных материалах
Изобретение относится к области контроля качества нефтепродуктов. Способ включает отбор проб в различных местах в процессе приготовления пластичных смазочных материалов, их гомогенизацию и анализ, причем гомогенизацию объединенных проб пластичных смазочных материалов производят при их перемешивании плунжером со скоростью 60±10 двойных тактов в минуту, а анализ содержания воды в пластичных смазочных материалах осуществляют с помощью ИК Фурье-спектроскопии, для этого сначала приготавливают различные образцы пластичных смазочных материалов с известным содержанием воды, затем для образцов пластичных смазочных материалов с известным содержанием воды строят тарировочный график зависимости содержания воды от оптической плотности на частоте наибольшего поглощения 3388 см-1 и по результатам тарировочного графика на этой частоте определяют содержание воды в исследуемых пластичных смазочных материалах. Достигается упрощение, ускорение и повышение надежности анализа. 2 ил.
Изобретение относится к области контроля качества нефтепродуктов, в частности определению содержания воды в пластичных смазочных материалах, и может быть использовано в научно-исследовательских лабораториях и на заводах для проведения экспресс-контроля содержания воды в пластичных смазочных материалах в процессе их приготовления, а также качества конечного продукта.
Известен способ определения наличия воды в пластичных смазочных материалах по ГОСТ 1547-84 [1]. По этому способу осуществляют отбор пробы пластичного смазочного материала, помещают ее для анализа в стеклянную пробирку диаметром 16-21 мм до высоты 40-60 мм, нагревают пробирку с исследуемым смазочным материалом сначала со скоростью 10-20°C в минуту для удаления из нее воздуха, а затем, после того как вся масса пластичного смазочного материала расплавилась, скорость увеличивают до 70°C в минуту и заканчивают нагрев при температуре 180°C. О наличии воды судят по появлению толчков и треска при нагревании в пробирке пластичного смазочного материала.
Недостатком данного способа являются низкие технологические возможности, связанные с невозможностью контроля содержания воды в пластичном смазочном материале.
Наиболее близким к заявляемому является способ определения содержания воды в пластичных смазочных материалах по ГОСТ 2477-65 [2] (прототип). Согласно способу в нескольких местах (не менее трех) берут пробы испытуемого пластичного смазочного материала, затем их складывают вместе в фарфоровую чашку и тщательно перемешивают. Подготовленную пробу в количестве 100 г вводят в дистилляционный сосуд с приемником- ловушкой, добавляют 100 см3 растворителя и тщательно перемешивают содержимое сосуда до полного растворения испытуемого пластичного смазочного материала. Включают нагреватель, содержимое сосуда доводят до кипения и далее нагревают так, чтобы скорость конденсации дистиллята в приемник-ловушку была от 2 до 5 капель в 1 с. Перегонку прекращают, как только объем воды в приемнике-ловушке не будет увеличиваться и верхний слой растворителя станет совершенно прозрачным. Время перегонки для анализа пластичных смазочных материалов составляет около 60 мин. Массовую долю воды в испытуемом пластичном смазочном материале в процентах вычисляют по формуле
X=(V0/m)·100%,
где V0 - объем воды в приемнике-ловушке, см3;
m - масса пробы, г;
Недостатками данного способа являются сложность и длительность проведения анализа, невозможность проведения такого анализа при достаточно быстро протекающих процессах, в частности при изготовлении синтетических пластичных смазочных материалов общего назначения (например, на основе гидратированных кальциевых мыл синтетических высших жирных кислот), т.е. когда время их приготовления составляет не более 60-120 мин, а значит, соизмеримо со временем самого анализа.
Задачей, которая решается с помощью настоящего изобретения, является обеспечение возможности быстрого, удобного и надежного определения содержания воды в пластичных смазочных материалах, в том числе непосредственно в процессе их приготовления, поскольку содержание воды в пластичных смазочных материалах во время их изготовления необходимо постоянно контролировать, т.к., с одной стороны, содержание воды в пластичном смазочном материале непосредственно влияет на его основные физико-механические показатели (предел прочности, пенетрацию, и т.д.), а с другой, - регламентируется соответствующими ГОСТ для конечного продукта.
Поставленная задача решается тем, что в способе определения содержания воды в пластичных смазочных материалах, включающем отбор проб в различных местах в процессе приготовления пластичных смазочных материалов, их гомогенизацию и анализ, согласно изобретению гомогенизацию объединенных проб пластичных смазочных материалов производят при их перемешивании плунжером со скоростью 60±10 двойных тактов в минуту, а анализ содержания воды в пластичных смазочных материалах осуществляют с помощью ИК Фурье-спектроскопии, для этого сначала приготавливают различные образцы пластичных смазочных материалов с известным содержанием воды, затем для образцов пластичных смазочных материалов с известным содержанием воды строят тарировочный график зависимости содержания воды от оптической плотности на частоте наибольшего поглощения 3388 см-1 и по результатам тарировочного графика на этой частоте определяют содержание воды в исследуемых пластичных смазочных материалах.
Второй вариант изобретения состоит в том, что содержание воды Св в исследуемом пластичном смазочном материале определяют на частоте наибольшего поглощения 3388 см-1 по формуле:

где D0 - оптическая плотность известного образца пластичного смазочного материала с содержанием воды 0 мас. % на частоте 3388 см-1;
Dх - оптическая плотность пробы исследуемого образца пластичного смазочного материала на частоте 3388 см-1.
На фиг. 1 представлены ИК-спектры в области 3000-4000 см-1 различных образцов пластичных смазочных материалов, приготовленных на основе гидратированных кальциевых мыл синтетических высших жирных кислот, с известным содержанием воды, мас. %: 1-0%; 2-0,5; 3-1,0; 4-2,0; 5-3,0; 6-5,0%.
На фиг. 2 представлен тарировочный график зависимости оптической плотности на частоте наибольшего поглощения 3388 см-1 от содержания воды в известных образцах пластичных смазочных материалов, приготовленных на основе гидратированных кальциевых мыл синтетических высших жирных кислот.
В отличие от известных способов определения воды в пластичных смазочных материалах предложенный способ оценки содержания воды в пластичных смазочных материалах является экспресс-способом, т.к. основан на использовании современных методик ИК Фурье-спектроскопии и позволяет в отличие от стандартных способов быстро и на микроколичествах определять содержание воды в пластичных смазочных материалах. Эффективность заявляемого способа хорошо видна из анализа ИК-спектров исследуемых пластичных смазочных материалов в интервале частот 3000-3700 см-1, соответствующих полосам поглощения валентных колебаний ОН-групп в зависимости от содержания воды в пластичных смазочных материалах (фиг. 1). Как видно из фиг. 1, оптическая активность спектров пластичных смазочных материалов с различным содержанием воды существенно отличается. При этом установлено, что для всех исследуемых гидратируемых кальциевых пластичных смазочных материалов общего назначения частота наибольшего поглощения валентных колебаний ОН-групп на ИК-спектре наблюдается в области 3350-3450 см-1. В частности, для пластичных смазочных материалов, приготовленных на основе гидратированных кальциевых мыл синтетических высших жирных кислот, отмечено, что частота наибольшего поглощения валентных колебаний ОН-групп в анализируемой области ИК-спектра составляет 3388 см-1. Причем, как видно из фиг. 2, зависимость содержания воды Св для исследуемых пластичных смазочных материалов, приготовленных на основе гидратированных кальциевых мыл синтетических высших жирных кислот, от оптической плотности Dx их ИК-спектров на частоте 3388 см-1 носит практически линейный характер (R=0,9977). В результате, согласно заявляемому способу содержание воды в исследуемом пластичном смазочном материале, приготовленном на основе гидратированного кальциевого мыла синтетических высших жирных кислот, можно определить по формуле:

где D0 - оптическая плотность известного образца пластичного смазочного материала с содержанием воды 0 мас. % на частоте 3388 см-1;
Dх - оптическая плотность пробы исследуемого образца пластичного смазочного материала на частоте 3388 см-1.
Таким образом, судя по величине коэффициента корреляции (R=0,9977), экспериментальные данные содержания воды Св в пластичных смазочных материалах, приготовленных на основе гидратированных кальциевых мыл синтетических высших жирных кислот, в зависимости от оптической плотности Dх , хорошо описываются данной формулой.
Совокупность существенных признаков, которая характеризует заявляемое изобретение, в известных источниках информации не обнаружена. Это подтверждает новизну изобретения.
Предлагаемое изобретение явным образом не следует из уровня техники, поскольку с помощью ИК Фурье-спектроскопии в определенном диапазоне частот можно судить только о наличии воды материалах, в то время как для определения содержания воды, и, в частности, в пластичных смазочных материалах необходимо выполнить совокупность операций, в данном случае приведенных в заявляемом изобретении, причем с учетом конкретной частоты наибольшего поглощения, соответствующей только данному типу пластичных смазочных материалов, а, значит, заявляемое изобретение соответствует критерию «Изобретательский уровень».
Изобретение успешно прошло лабораторные испытания, показало высокую воспроизводимость оценки экспериментальных данных по определению содержания воды в исследуемых пластичных смазочных материалах, приготовленных как на основе гидратированных кальциевых мыл синтетических высших жирных кислот, так и на основе гидратированных кальциевых мыл высших кислот естественных жиров, (коэффициент корреляции R=0,9977÷0,9947), что соответствует критерию «Промышленная применимость».
Способ выполняется следующим образом.
Вначале для выбранного типа исследуемых пластичных смазочных материалов, т.е. с определенной природой загустителей и базовой основы, приготавливают различные образцы пластичных смазочных материалов с известным содержанием воды. Затем, с целью получения однородных образцов, в различных местах пластичного смазочного материала с известным содержанием воды отбирают пробы, их объединяют и гомогенизируют при перемешивании плунжером со скоростью 60±10 двойных тактов в минуту, например, в мешалке, традиционно используемой для определения предела прочности пластичных смазочных материалов по ГОСТ [3], и естественно, имеющейся в наличии в любой лаборатории
или на производстве, занимающихся изготовлением или анализом характеристик пластичных смазочных материалов. Из гомогенизированных проб с известным содержанием воды отбирают микроскопические количества (порядка 1 г) пластичного смазочного материала и осуществляют их анализ с помощью ИК Фурье-спектроскопии в интервале частот 3000-3700 см-1. На полученных ИК-спектрах в этом интервале частот определяют частоту наибольшего поглощения для данных пластичных смазочных материалов и строят тарировочный график зависимости содержания воды от оптической плотности на установленной частоте наибольшего поглощения для образцов пластичных смазочных материалов с известным содержанием воды. Далее полученные результаты используют для анализа содержания воды для выбранного типа исследуемых пластичных смазочных материалов, т.е. с определенной природой загустителей и базовой основы. Например, в процессе приготовления этих пластичных смазочных материалов или в готовом продукте в различных местах и в небольших количествах отбирают пробы и осуществляют их анализ с помощью ИК Фурье-спектроскопии в интервале частот 3000-3700 см-1. По полученным экспериментальным данным определяют оптическую плотность на частоте наибольшего поглощения и по результатам тарировочного графика определяют содержание воды в исследуемых пластичных смазочных материалах.
Для другого типа пластичных смазочных материалов эти операции, естественно, повторяют отдельно, т.к. наибольшее поглощение для них может быть на другой частоте.
При этом следует отметить, что объединение проб и их гомогенизация в предлагаемом способе необходимы, поскольку для анализа с помощью ИК Фурье-спектроскопии используются микроскопические количества образцов пластичных смазочных материалов.
Кроме того, для пластичных смазочных материалов, приготовленных основе гидратированного кальциевого мыла синтетических высших жирных кислот, содержание воды Св определяют по формуле:

где D0 - оптическая плотность известного образца пластичного смазочного материала с содержанием воды 0 мас. % на частоте 3388 см-1;
Dx - оптическая плотность пробы исследуемого образца пластичного смазочного материала на частоте 3388 см-1.
Из приведенного выше можно заключить, что количественное определение воды в пластичных смазочных материалах предлагаемым способом в сравнении со способом определения содержания воды по ГОСТ 2477-65 [2] имеет следующие преимущества:
- позволяет существенно снизить время анализа пробы пластичного смазочного материала (с 60 до 5-10 минут), что особенно важно при контроле выходных показателей пластичных смазочных материалов в процессе их приготовления;
- для предлагаемого способа необходимо микроскопическое количество пластичных смазочных материалов (порядка 1 г), в то время как для способа-прототипа необходимо как минимум 100 г смазочного материала;
- при использовании заявляемого способа не нужны вспомогательные вещества, в частности, в которых необходимо растворять исследуемый пластичный смазочный материал.
Таким образом, заявляемый способ может быть эффективно использован как для текущего анализа пластичных смазочных материалов, например, в процессе их приготовления, так и для проведения экспресс-контроля качества конечного продукта, т.е. после изготовления пластичных смазочных материалов и использования их потребителями.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. ГОСТ 1547-84. Масла и смазки. Методы определения наличия воды.
2. ГОСТ 2477-65. Нефть и нефтепродукты. Метод определения содержания воды. (прототип).
3. ГОСТ 7143-73. Смазки пластичные. Метод определения предела прочности и термоупрочнения.
Способ определения содержания воды в пластичных смазочных материалах, включающий отбор проб в различных местах в процессе приготовления пластичных смазочных материалов, их гомогенизацию и анализ, отличающийся тем, что гомогенизацию объединенных проб пластичных смазочных материалов производят при их перемешивании плунжером со скоростью 60±10 двойных тактов в минуту, а анализ содержания воды в пластичных смазочных материалах осуществляют с помощью ИК Фурье-спектроскопии, для этого сначала приготавливают различные образцы пластичных смазочных материалов с известным содержанием воды, затем для образцов пластичных смазочных материалов с известным содержанием воды строят тарировочный график зависимости содержания воды от оптической плотности на частоте наибольшего поглощения 3388 см-1 и по результатам тарировочного графика на этой частоте определяют содержание воды в исследуемых пластичных смазочных материалах.
www.findpatent.ru