Какая сварка водопроводных труб лучше – виды и особенности сварки. Сварка водой
СВАРКА… ВОДОЙ | МОДЕЛИСТ-КОНСТРУКТОР
Все электроды 5 имеют по два отверстия 11 в верхней части для выхода газа и заливки электролита. В нижней части электродов делать отверстия нельзя, т.к. они резко ухудшают работу электролизёра, шунтируя электрическую цепь ячеек и вызывая «передавливание» электролита к выходному штуцеру. Электролизёр с такими электродами (с отверстиями внизу) быстро нагревается; возникают и выбросы электролита через выходной штуцер.
Электроды разделены резиновыми кольцами 12 — прямоугольного сечения. Кольца по наружному диаметру несколько больше (на 1 …2%) внутреннего диаметра электролизёра, что при сборке обеспечивает достаточно хорошую герметичность ячеек без применения герметиков и препятствует перетеканию электролита при наклонах электролизёра.
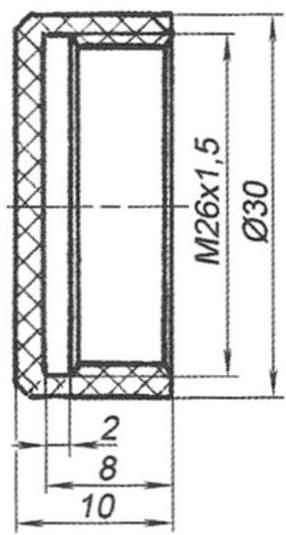
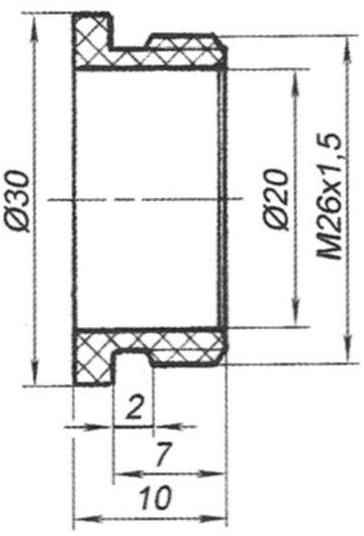
Штуцеры 4 служат для заливки электролита, воды и отвода выработанной газовой смеси. При работе один из штуцеров закрыт заглушкой 10. Подвод питающего напряжения к концевым электродам производится через герметичные токоподводы 7. На фланцах они закрыты изолирующими крышками (на рис. 1 не указаны, см. фото). При этом втулка (рис. 3) с натягом крепится на гайке, фиксирующей токоподвод и на неё навинчивается крышка.
Изготовление аппарата
Предлагаемые описание и эскизы относятся к варианту электролизёра производительностью до 200 л/ч смеси кислорода и водорода.
Корпус 1 (рис. 1) электролизёра изготавливается на токарном стенке. Материал корпуса — алюминиевый сплав марки Д1Т, Д16Т, АК8Т. Оси резьбовых отверстий М4 в торцах корпуса для крепления фланцев должны совпадать.
Изолятор 2 корпуса является важной частью электролизёра, так как обеспечивает электробезопасность и защиту корпуса от электролита. Он изготавливается из листового материала толщиной 1 мм (если толще, то необходимо скорректировать размеры фланца и электродов или же корпуса). В качестве изолятора можно использовать листовую резину, пластифицированный винипласт, полиэтилен, хлорвинил. Из листовой заготовки свёртывается труба длиной 420 — 450 мм; стык сваривается любым доступным способом (например, нагревом обеих кромок по всей длине ленточкой-нагревателем, с последующим сжатием в специально сделанном приспособлении). Можно просто с помощью паяльника, через разделительную прокладку из плёнки лавсана или фторопласта, чтобы расплавившийся пластик не прилипал к жалу паяльника.
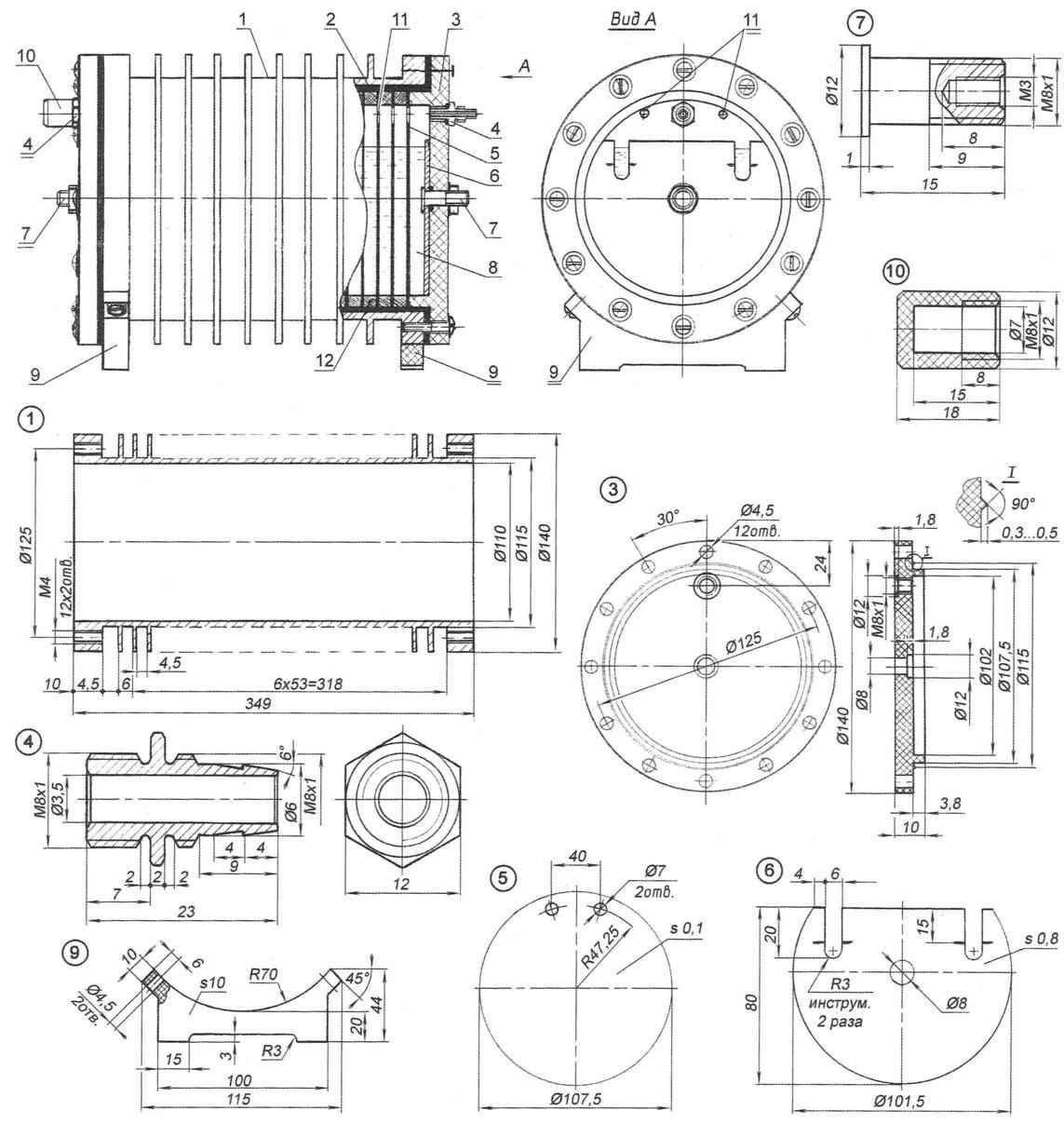
Рис. 1. Электролизёр:
1 — корпус;
2 — диэлектрик;
3 — фланец;
4 — штуцер;
5 — внутренний электрод;
6 — концевой электрод;
7 — токоподвод;
8 — электролит;
9 — подставки;
10 — заглушка штуцера;
11 —отверстия;
12 — резиновое кольцо.
При изготовлении изолятора из резины края нужно соединить с помощью сырой резины и вулканизатора. Вулканизатор самодельный, из алюминиевого бруска на всю длину стыка.
Заготовка изолятора должна быть такой ширины, чтобы диаметр получившейся трубы был больше внутреннего диаметра корпуса на 1 — 1,5%. Труба из изолятора вставляется внутрь корпуса с равными выступами по концам. Эти выступающие концы у пластиковой трубы вместе с частью корпуса разогрейте в кипящей воде и после их размягчения заверните на корпус (для резины нагрев, конечно, не потребуется). Подойдет и сантехническая труба из полиэтилена диаметром 110 мм. Необходимо учесть, что алюминиевые сплавы бурно реагируют с растворами щелочей, поэтому герметичность изолятора должна быть гарантированной.
 Резиновые кольца 12 — из листа толщиной 2 — 2,5 мм. Сначала изготавливается труба диаметром на 1 — 1,5% больше внутреннего диаметра изолятора корпуса, потом на деревянной оправке на токарном станке нарезаются кольца шириной 3 мм.
Резиновые кольца 12 — из листа толщиной 2 — 2,5 мм. Сначала изготавливается труба диаметром на 1 — 1,5% больше внутреннего диаметра изолятора корпуса, потом на деревянной оправке на токарном станке нарезаются кольца шириной 3 мм.
Фланцы 3, заглушки 10 и крышки для токоподводов выполняются из листового оргстекла толщиной 10 мм. Фланцы полируются до хорошей прозрачности.
Штуцеры 4, электроды 5 и 6, токоподводы изготавливаются из нержавеющей стали 12Х18Н9. Электроды 5 — из фольги, вырезаются вручную ножницами, с последующей обработкой комплекта их на токарном станке (или без обработки, если они вырезаны очень аккуратно). Количество электродов 110 шт. Отверстия в верхней части электродов пробиваются с помощью простейшего штампа: берётся стальная полоса толщиной 2 — 3 мм и размерами 20×60 (сталь У7) и сгибается пополам с зазором 0,2 — 0,5 мм. В пластинке сверлится сквозное отверстие сверлом диаметром 6 — 7 мм, после чего пластина закаливается. Вместо пуансона можно использовать заточенный хвостовик сверла, подобранного так, чтобы сверло входило в штамп как можно с меньшим зазором, но не туго. Отверстия в электродах получаются хорошего качества, без рваных краёв и заусенцев.
Концевые электроды 6 крепятся на фланце с помощью токоподводов 7 и низкой гайки М8х1. Для герметизации в проточку на фланце устанавливается резиновое кольцо. Штуцеры 4 на фланцах — также с резиновыми кольцами для герметизации.
Подставки 9 — из любой пластмассы: они крепятся на корпусе так, чтобы стык изолятора оказался в верхней части.
Все внутренние детали электролизёра перед сборкой должны быть хорошо промыты горячей водой с содой.
После установки одного из фланцев начинается монтаж внутренних электродов. Делается это так. Корпус устанавливается вертикально, опускается электрод и ориентируется в корпусе (например, с помощью толстой вязальной спицы). Потом опускается резиновое кольцо и прижимается к электроду специальным приспособлением. Оно представляет собой диск из толстой ровной фанеры с диаметром, равным диаметру электрода; в центре прикреплена длинная (300 — 350 мм) деревянная круглая ручка. В диске должны быть отверстия для прохода воздуха. После установки нескольких колец и электродов нужно их с силой «утрамбовать».
По окончании монтажа проверяется герметичность электролизёра в ванне с водой: накачивается воздух давлением 1,5 — 2 кгс/см2 от автомобильного насоса. Герметичность должна быть полная.
Перед заливкой электролита с обоих штуцеров снимаются заглушки: электролитом нужно заполнить весь объём электролизёра. После заливки аппарат приводится в рабочее состояние. На штуцеры надеваем резиновые трубки и концы их опускаем в трёхлитровую стеклянную банку. Подключаем электролизёр к источнику питания. Увеличиваем ток до 4 А ступеньками через 0,5 А с выдержкой по 3 — 5 минут. Выходящий газ вынесет из электролизёра вместе с образующейся пеной остатки грязи на деталях. Максимальный рабочий ток 3,5 А.
При нормальной работе электролизёра уровень электролита при включении тока поднимается всего на несколько миллиметров без образования пены. Если она всё же образуется и при работе выносится из электролизёра через штуцер, то необходимо заменить электролит свежим и повторить операцию подготовки электролизёра к работе.
Для приготовления электролита используется только чистый едкий натрий и дистиллированная вода. Концентрация электролита 10 — 20%.
До начала эксплуатации, а также периодически в процессе пользования аппаратом проверяйте сопротивление изоляции мегомметром на 500 В (или в крайнем случае тестером на пределе измерения МОм). Сопротивление изоляции должно быть не менее 0,5 МОм.
Источник питания может быть выполнен на тиристорах или в виде автотрансформатора со ступенчатым регулированием тока, с железом, рассчитанным на 120 — 150 ВА мощности.
Основные технические данные
Выход газа при максимальной мощности, л/ч…………………………200
Потребляемая мощность, регулируемая, Вт……………………….до 700
Расходы воды при максимальной производительности, г ……….107
Масса электролизёра без электролита, кг…………………………………4,4
с электролитом, кг………………………………………………………………….7,0
Габариты, мм…………………………………………………………..380x160x140
и. попов, г. Куйбышев
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Рекомендуем почитать
 ГАЗ-12 «ЗИМ» Представительский автомобиль ГАЗ-12 «ЗИМ» предназначался для руководителей второго эшелона государственной власти (министров, секретарей обкомов, председателей облисполкомов...
ГАЗ-12 «ЗИМ» Представительский автомобиль ГАЗ-12 «ЗИМ» предназначался для руководителей второго эшелона государственной власти (министров, секретарей обкомов, председателей облисполкомов... КРЫСОЛОВКА Истребление крыс обычно производится тремя методами: биологическим, химическим и механическим. Наиболее распространённым и эффективным из них является химический....
КРЫСОЛОВКА Истребление крыс обычно производится тремя методами: биологическим, химическим и механическим. Наиболее распространённым и эффективным из них является химический....
modelist-konstruktor.com
Водородная сварка своими руками | Строительный портал

Водородное пламя можно использовать в качестве альтернативы ацетиленовому при проведении резки, пайки и сварки. В отличие от официальных методов, водородная сварка является практически безвредной. Это обусловлено паром, который является продуктом горения в этом процессе. Если вы владеете навыками газовой сварки, то довольно быстро сможете научиться и водородной. Если нет - потребуется чуть больше времени, но результат будет того стоить. В этой статье мы вам расскажем о том, как можно выполнить водородную сварку своими руками.
Содержание:
- Особенности водородной сварки
- Варианты использования водородных приборов
- Водородная сварка в домашних условиях
- Требования безопасности при водородной сварке
Особенности водородной сварки
Газовая сварка используется уже на протяжении ста лет. В качестве основного горючего газа используется ацетилен. Результаты проведенных исследований показали, что использование водорода вместо ацетилена является более продуктивным. При сварке материалов получается такое же производство и качество сварного шва. Единственная трудность состоит в том, что ацетиленовое пламя восстанавливает железо, а водородное - окисляет его.
Водородная сварка является одним из видов газопламенной обработки, которая происходит с использованием кислорода и смеси горючего газа. При задействовании водорода в качестве горючего газа сварочная ванна покрывается большим слоем шлака, а шов получается тонким и пористым. Но эту проблему удалось решить. Органические вещества имеют свойство связывать кислород, поэтому было принято решение об их применении. Стали использоваться углеводороды, которые имеют 30-80° температуры кипения. Это гексан, толуол, бензин, гептан, бензол. Для сварки необходимо минимальное количество.
Когда технологические вопросы были удачно решены, возникло еще одно затруднение. Отсутствовал эффективный источник кислорода. Водородные баллоны являются источником повышенной опасности, поэтому их использование нерентабельно. Большая концентрация сжиженного водорода может вызвать головокружение, удушье и сильное обморожение. Но основной опасностью водородного пламени является его невидимость при дневном свете.

Днем водородное пламя можно определить путем использования специальных датчиков. Эту проблему удалось решить посредством расположения воды на водород и кислород под воздействием электричества. Электролизеры - это приборы, которые при помощи электрической энергии могут получать водород и кислород одновременно.
Стоит отметить, что водород, подходящий для сварки различных изделий из железа и малоуглеродистых сталей, является абсолютно непригодным для сварки нержавеющих сталей. Это происходит из-за его растворения в расплавленном никеле. При отвердевании металла он выделяется обратно, образовывая трещины и поры. Кислородно-водородная сварка также непригодна для меди. Но ее преимущество заключается в том, что атмосфера водорода защищает свариваемую поверхность от окисления.
Ацетиленовые генераторы и баллоны необходимы для использования в полевых условиях, когда рядом нет источников электроэнергии. Но в других случаях массивное газосварочное оборудование могут заменить легкие и удобные водородные аппараты.
Варианты использования водородных приборов
Сварочный водородный аппарат работает от трехфазной и бытовой электросети, имеют разную мощность. Прибором можно пользоваться в ручном и автоматическом режиме. В стандартную ацетиленовую горелку по шлангу подается состав водорода и кислорода, при этом температуру чистого пламени можно отрегулировать от 600 до 2600 градусов.
Сварочные водородные аппараты очень легки в эксплуатации. Их не нужно часто перезаряжать, да и трудоемкость является небольшой. Как правило, они входят в рабочий режим всего за пару минут, что зависит от требуемого расходования газа и температуры помещения. При оборудовании небольших размеров аппарат может быть очень мощным.
Водородная сварка является очень экологической, в отличие от ацетилена, работа с которым загрязняет среду токсичными веществами. В водородных приборах единственным продуктом горения является полностью безвредный пар. Кроме этого, при работе и хранении эти приборы полностью безопасны. Но не стоит пренебрегать защитной одеждой - рукавицами, плотной робой и очками для газовой сварки.

Такие аппараты решают практически все задачи, которые ставятся перед пламенной обработкой материалов. При помощи этих приборов можно осуществлять сварку, пайку, порошковое напыление, ручную и машинную кислородную резку, наплавку, термоупрочнение, порошковую наплавку. Существуют различные режимы работы, которые предоставляют возможность выполнять большой спектр работ - от сварки минимальной толщины до резки толстых стальных листов. Даже небольшие переносные аппараты с незначительной мощностью могут варить и резать листы черного и цветного металла до двух миллиметров толщины.
Аппараты водородной сварки пользуются большой популярностью среди ювелиров, стоматологов и специалистов по ремонту холодильников. Модели с большей мощностью позволяют сваривать материал до трех миллиметров толщины. Они очень популярны на станциях обслуживания техники, поскольку в этих местах запрещено использовать опасные баллоны с кислородом и пропаном.
Сварочные водородные аппараты могут использоваться во время кузовных работ, при ремонте батарей, блоков двигателей и ступиц. Когда предельный уровень давления и электролита достигается, встроенная контрольная система сама подает сигнал. В этом случае аппарат автоматически отключается от источника питания. Благодаря соблюдению таких мер безопасности, обеспечивается хорошая пожарная и взрывобезопасность.

Для сотрудников аварийных компаний, были разработаны специальные варианты, которые сваривают трубы с толщиной стенки до пяти миллиметров. Такие приборы можно использовать для заварки зон с браками чугунного и цветного литья, машинной и ручной резки металлов до тридцати миллиметров толщиной стенки. Эти способы сварки осуществляют с питанием подогревающего пламя резака от прибора и подачей кислорода из баллона.
Благодаря такой технологии получается очень чистый рез, в сравнении с ацетиленом и пропаном. Также отсутствуют выбросы оксида азота и граты, металл не насыщается углеродом и закаливается. Такие сварочные аппараты часто используются в колодцах, тоннелях и метрополитенах, поскольку там также запрещено использование пропана и ацетилена. Есть виды, которые предоставляют возможность проводить водородную сварку при минусовых температурах.
Водородная сварка в домашних условиях
Водородный сварочный прибор пригодится каждому домашнему умельцу. Водородные аппараты стоят довольно дорого. К тому же купленные приборы очень тяжело использовать для работы с небольшими деталями. Вы можете изготовить подобный сварочный аппарат у себя дома. Все узлы можно собрать из обычных материалов. Давайте рассмотрим, как это правильно делается.
Водородная смесь получается благодаря электролизу водного раствора щелочи - едкого натра. Источник тока можно сделать из выпрямителя для зарядки аккумуляторных батарей от автомобиля. Для домашнего использования будет достаточно небольшой производительности, поэтому конструкцию можно упростить.
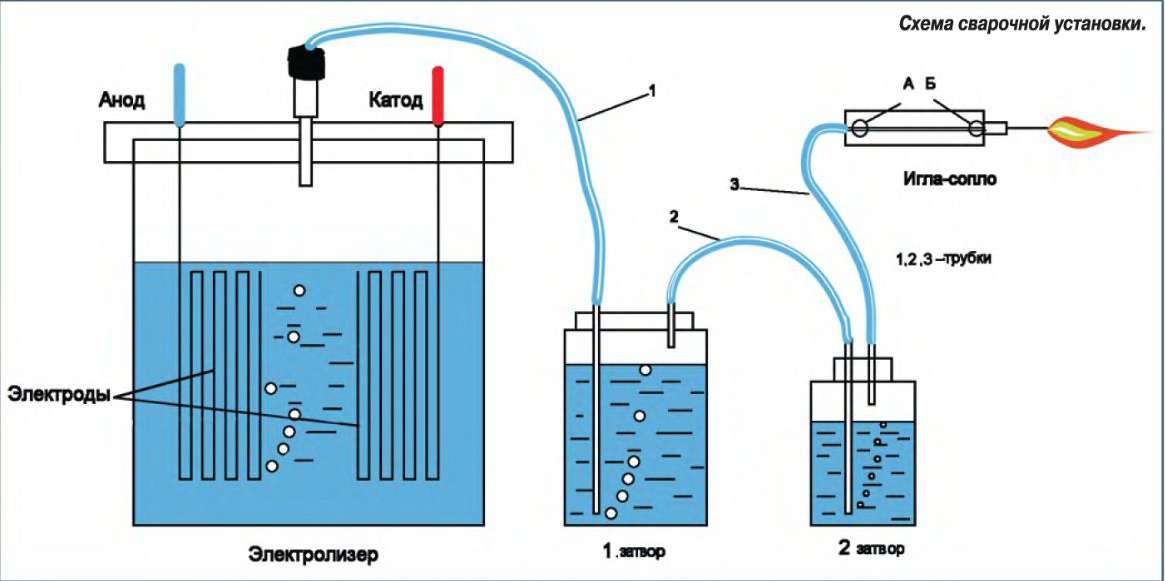
Электролиз происходит в сосуде, поэтому для водопроводной сварки в домашних условиях можно использовать стеклянную банку с полиэтиленовой крышкой в 0,5 литров. В крышке необходимо проделать точки для выводов контактных пластин электродов и для втулки трубки отвода получаемых газов. После этого следует герметизировать все выводы и саму крышку, подойдет обычный клей «Момент». Стоит отметить, что изогнутые змейкой электроды, являются пластинами шириной в 4 сантиметра из нержавеющей стали.

Через штуцер отвода газов необходимо заполнить банку электролитом (8-10% смесь гидроокиси натрия в очищенной воде) при помощи шприца в 50 мл. Функцию гидродозатора выполняет второй сосуд, в котором получается барботирование полученных газов и насыщение их парами горючих веществ при прохождении через 60-70% их раствора в воде.
Эта смесь должна поступать в третью емкость с водой, которая является затвором для выхода газов. Безопасность работы повышает задействование двух засовов, которые последовательно расположены и исключают проскок пламени от аппарата в электролизер. Для большей безопасности, вы можете сделать второй затвор из пластмассы.
Газ с кислородом, водородом и парами горючих веществ выходит через медицинскую иголку. Пламя может достигать температуры 2500 градусов, но ее можно регулировать путем изменения подаваемого напряжения. Следите, чтобы процесс горение был стойким. Если вы поменяете напряжение на электродах, измениться и сила тока, которая влияет на дозу выделяемого газа.

Вы можете легко проверить это при помощи расчетов с использованием известной формулы Фарадея. Для втулок можно задействовать трубки от гелиевых ручек, капельниц и т.д., как показано на видео о водородной сварке. Помните, что диаметр иглы сварочного аппарата должен быть от 0,6 до 0, 8 миллиметра, а для третьего сосуда необходимо использовать пластмассовую баночку. Получившуюся конструкцию необходимо уложить в корпус, подходящий по размеру.
При электролизе расходуется вода, а количество щелочи остается таким же. Щелочь распадается на ионы и повышает электропроводность раствора. Вы можете пополнять топливную смесь при помощи обычного медицинского шприца с иглой. Для держателя иглы можно использовать деревянную ручку для инструментов, в которой также просверливается точка по диаметру трубки. Обязательно поместите ватные тампоны внутри трубки шприца, на ее основании и конце. Такая мера предосторожности предотвратит проскок пламени по трубке в сосуд со спиртовым составом.
Выпрямитель вы можете собрать самостоятельно на диодах, путем их соединения по полупериодной схеме. Вы можете задействовать любой подходящий трансформатор с мощностью не менее 180 Вт. Отлично подойдет трансформатор от старых советских телевизоров. Необходимо удалить вторичные обмотки и намотать новые при помощи толстого медного обмоточного провода в 4 миллиметра. Желательно сделать отводы для регулирования выходного напряжения, которые обеспечивают работу электролизера под нагрузкой. Хорошее напряжение на электродах следует регулировать в пределах 3В, ведь в приборе находится всего один гальванический промежуток.

Температура пламени зависит от смеси топливного состава. Вы можете использовать ацетон или этиловый спирт. В случае с ацетоном нельзя ставить втулки из трубок от гелиевых ручек, поскольку они растворятся в нем. Если количество спирта в смеси выходящих газов уменьшено и преобладает кислород, пламя может погаснуть. При сборке аппарата для самодельной водородной сварки помните обо всех вышеперечисленных правилах, особенно о ватных тампонах и третьем сосуде из пластмассы. Помните, что качественно собранное и герметичное устройство, будет работать очень долго при правильной эксплуатации.
Требования безопасности при водородной сварке
Водородная сварка может быть очень опасной. Могут возникать несчастные случаи из-за взрыва смесей, воспламенения кислородных редукторов, обратных ударов пламени. Вы должны тщательно ознакомиться с техникой безопасности, прежде чем заниматься водородной сваркой. Здесь мы приведем основные правила.
- Газовую сварку запрещается проводить слишком близко от воспламеняющихся и огнеопасных веществ. Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов. Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи.
- Во время сварки и резки следует обязательно использовать специальные защитные очки. В противном случае яркие лучи могут негативно повлиять на сетчатку и кровеносную оболочку глаз, вплоть до катаракты и наступления слепоты. Брызги металла и шлака также представляют большую опасность для открытых глаз.
- При использовании газовых баллонов лучше переносить их на носилках или на тележке, с обязательным использованием защитного колпака. Обычные способы транспортировки являются небезопасными. При перевозке газовые баллоны не должны касаться друг друга и падать. В зоне резки или сварки металла запрещается хранить кислородные баллоны. Перемещение на небольшие расстояния осуществляется переворачиваем с небольшим наклоном. Если в баллоне возникнет смесь кислорода и горючего газа (когда давление кислорода в баллоне ниже рабочего давления регулятора), может случиться взрыв. Поэтому следует применять редукторы с исправными манометрами.
- Во время сварки необходимо направить пламя горелки в сторону, которая находится с другой стороны от источника питания. Если вы не можете выполнить это условие, оградите источник при помощи железного щита. При работе газопроводящие рукава должны быть рядом со сварщиком. Во время перерыва следует обязательно тушить пламя горелки.
- Если сварочных постов больше десяти, газообеспечение должно идти по проводам ацетиленовых станций. Ацетиленовый генератор следует устанавливать в помещении с вентилятором и температурой не ниже пяти градусов. Следите, чтобы водный засов был наполнен до необходимого уровня. При неисправном или отключенном водном затворе работать запрещено.
Технология газовой сварки с применением водорода является такой же, как и у газовой сварки. Отличие заключается лишь в применении водородной смеси. Перед тем, как сделать водородную сварку самостоятельно, перечитайте ещё раз вышеописанные правила и советы. Мы надеемся, что наша информация поможет вам сделать качественный прибор и понять технологию процесса.
strport.ru
Делаем водородную сварку своими руками — Строим сами

Водородное пламя может быть прекрасной альтернативой ацетиленовому, с его помощью также можно проводить резку, пайку и сварку. Водородная сварка практически безвредна, причиной тому является пар, являющийся здесь продуктом горения.
Если вы владеете газовой, то водородная сварка не будет для вас слишком затруднительной. Люди пользуются газовой сваркой уже более века, основным горючим газом в ней является ацетилен, однако водород более продуктивен, отличие в том, ацетиленовое пламя способно восстановить железо, а водородное его окисляет.
Водородная сварка происходит с участием кислорода и смеси горючего газа. Сварочная ванна в этом случае покрывается слоем шлака, с шов получается тонким и пористым, сейчас применяются углеводороды, при помощи которых удалось решить эту проблему.
Применение водородной сварки
Водород подходит для сварки железных изделий, но не нержавеющих сталей, так как он растворяется в расплавленном никеле, также такая сварка не подходит для меди, но водородная атмосфера не дает поверхности окисляться.
Сварочный водородный аппарат способен работать от обычной бытовой электросети, прибор работает в автоматическом и ручном режиме. В стандартную горелку по шлангу подается смесь кислорода и водорода, температура пламени регулируется на уровне 600 – 2600 градусов.
Этими аппаратами легко пользоваться, они не требуют частой перезарядки, ими можно начинать пользоваться уже через пару минут, при этом аппарат весьма мощный.
Такая сварка весьма экологична, что отличает ее от ацетиленовой, сильно загрязняющей окружающую среду. Приборы безопасны при хранении и работе, при этом от защитной одежды отказываться не стоит.
Еще одно важное условие перед началом работы, нужно правильно подобрать электроды, все разновидности сварочных электродов уникальны, от их правильного выбора будет во многом зависеть успех работы, при выборе нужно учесть рабочий материал, требуемое качество шва, условия работы и многие другие параметры.
- Такая сварка способна выполнить практически любую задачу по пламенной обработке материала. Эти приборы весьма популярны у ювелиров, стоматологов и специалистов по ремонту холодильников.
- Мощные аппараты позволяют варить материал, толщиной до 3 мм, они постоянно используются на станциях по ремонту различной техники, так как там нельзя использовать кислородные баллоны.
- Водородные аппараты можно использовать для кузовных работ, ремонта батарей, блоков и двигателей. Как только будет достигнут максимально возможный уровень давления электролита, система сама подаст сигнал и аппарат отключится, что обеспечивает высокую пожаробезопасность.
Эта технология обеспечивает намного более чистый рез, по сравнению с пропаном и ацетиленом. Эти аппараты применяются в колодцах тоннелях и метрополитене, там запрещены пропан и ацетилен.
Водородная сварка возможна и при отрицательной температуре. Такой аппарат весьма пригодится дома, но они достаточно дороги, есть и другой вариант, собрать прибор самому.
Водородная сварка своими руками
Водородную смесь можно получить при помощи электролиза водного раствора щелочи, источник тока можно сделать, используя выпрямитель для зарядки аккумулятора от машины.
Электролиз должен происходить в сосуде, дома подойдет стеклянная банка с крышкой из полиэтилена, ее объем может быть от полулитра. В крышке сделайте точки вывода для проводов и пластин электродов, а также для втулки трубки отвода газов.
Далее, герметизируйте все выводы и крышку, для этого можно воспользоваться обычным Моментом. Заполните банку электролитом через щтуцер отвода газов, это можно сделать при помощи шприца.
Гидродозатором может быть второй сосуд, в нем происходит барботирование газов, там они насыщаются парами горючих веществ. Эта смесь отправляется в третью емкость с водой, она является затвором для выхода газов. Газ с кислородом, водородом и горючими веществами будет выходить через медицинскую иголку.
- Температура пламени может доходить до 2500 градусов, но если менять уровень подаваемого напряжения ее можно регулировать.
- Процесс горения должен быть стойким, если изменить напряжение на электродах, поменяется и сила тока, а она влияет на дозу выделения газа.
- При электролизе идет расход воды, а количество щелочи не меняется, она распадается на ионы, что повышает электропроводность раствора.
Топливную смесь можно пополнять обычным медицинским шприцем с иглой. Внутри трубки шприца нужно поместить ватные тампоны, на ее конце и основании, это необходимо, чтобы не было проскока пламени по трубке в сосуд со спиртовым составом.
Выпрямитель можно собрать, соединив диоды по полупериодной сети, для этого подойдет трансформатор с мощностью от 180 Вт, хорошим вариантом будет прибор от старого советского телевизора, удалите вторичные обмотки и намотайте новые, используя толстый медный обмотанный провод.
Сделайте отводы, чтобы регулировать выходное напряжение, обеспечивающее работу электролизера. Температура пламени будет зависеть от состава топлива, можно использовать ацетон или этиловый спирт.
Если вы выбрали ацетон, не ставьте втулки из трубок от гелиевых ручек, они в нем растворятся. Если в смеси будет преобладать кислород, пламя может погаснуть.
Если вы соберете устройство качественно, и оно будет герметичным, то сможет проработать очень долго. Если же вам нужно сварить крупные металлические элементы, то нужно узнать, как делается контактная сварка своими руками, в принципе, это вполне возможно.
Водородная сварка может быть весьма опасной, так как смеси могут взрываться, кислородные редукторы воспламеняться, случаются и обратные удары пламени.
Перед началом работы, нужно четко изучить технику безопасности, это первое, что необходимо для сварки новичку, пренебрегать ею невозможно. Нельзя проводить такую сварку вблизи легко воспламеняющихся веществ.
Если сварка идет в закрытом помещении, нужно часто делать перерывы и выходить на воздух. В закрытом и полузакрытом помещении для удаления газов используйте местные отсосы. Если сварка идет в резервуаре, то обязательно нужен наблюдатель снаружи.
- Все работы проводите только в защитных очках, чтобы не повредить глаза. Если используете газовые баллоны, переносите их на тележке или носилках и используйте защитный колпак.
Они не должны соприкасаться и падать, в зоне сварки не должно быть кислородных баллонов. Всегда используйте редукторы с исправными манометрами, чтобы избежать взрывов.
Пламя горелки при сварке должно быть направлена в сторону от источника питания, если это невозможно, оградите источник при помощи железного щита. Газопроводящие рукава должны находиться вблизи сварщика, в перерывах пламя горелки нужно тушить. Если соблюдать эти простые правила, водородная сварка всегда будет безопасной.
dom-dacha-svoimi-rukami.ru
сварной шов и тонкости подводной технологии
С появлением объектов жизнедеятельности человека, которые располагаются на водоемах – трубопроводов, мостов, причалов – появилась необходимость их обслуживания и ремонта. Для ремонта подводного металлического оборудования и конструкций часто используется сварка.
Каким бы странным это ни казалось, она успешно работает в условиях, где на первый взгляд ничего гореть не может, в том числе и сварочная дуга. На самом деле дуга горит, хоть и под водой, но в среде газа. А вот природа этого газа может быть различна, и зависит она от технологии и способов подводной сварки.

Сухой и мокрый способ
Подводная сварка может производиться двумя способами:
- сухим;
- мокрым.
Разница между способами улавливается уже в названии, но нюансов гораздо больше.
Сухой способ представляет собой сварку в искусственной созданной воздушной среде, то есть когда электрод и свариваемые детали полностью находятся в среде воздуха или иного газа.
Для этого применяют специальные камеры, боксы, которые могут быть настолько велики, что и сварщик, находясь внутри, производит работы по технологии практически ничем не отличающиеся от сварки на воздухе.
При использовании мокрого способа деталь, электрод, а зачастую и сварщик, и все остальное оборудование находится в воде, что, несомненно, осложняет производство работ.
Для сварки под водой от сварщика требуется высокая квалификация, к тому же еще необходимы навыки водолаза. Этот способ стоит рассмотреть подробнее, потому что при нем и используются все принципы подводной сварки.
В результате сварки обоими способами шов получается разного качества. При использовании мокрого способа качество ниже. Но, в отличие от сухого, этот способ требует меньших затрат на оборудование и занимает меньше времени.
Технология
Суть такого явления, как сварка под водой, объясняется тем, что при горении дуги, выделяется газ, который образует пузырь. Обволакивая электрод и свариваемые детали, газ высвобождает пространство для горения дуги.
В результате все тепло, выделяемое ею, расходуется на разогрев и плавление металла, который активно сопротивляется этому, охлаждаясь постоянно окружающей водой.
Температура ее в отдельных случаях может доходить и до отрицательных значений, если вода насыщена достаточным количеством солей.

Газ, выделяемый при горении дуги, частично является продуктом сгорания металлов. Некоторая его доля (водород и кислород) образуюся при разложении воды под действием электрического тока и высокой температуры.
Пузыри газа постоянно стремятся вверх, обладая меньшим весом и плотностью, чем вода, а в зоне сварки постоянно образуется новая порция газа.
Форма шва
Из-за всплывающего в беспорядочном движении газа, а также из-за продуктов сгорания, находящихся в нем (сажи, дыма), видимость в зоне сварки сильно затруднена.
Это обстоятельство определяет особенности конструкции швов при сварке под водой. Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.

Эти виды швов дают возможность работать электродом под водой даже при отсутствии достаточной видимости, ориентируясь по кромке соединяемых деталей, как бы «на ощупь».
Напряжение и ток
Напряжение, при котором производят сварку под водой, должно быть достаточно высоким, обеспечивающим устойчивое горение дуги. Как правило, оно варьируется в пределах 30-35 В.
Для подачи такого напряжения на глубину, требуются сварочные аппараты, способные «выдавать» напряжение 80-120 В и сварной ток 180-220 А. Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
При увеличении глубины, на которой производятся сварочные работы, интенсивность горения дуги, а так же качество получаемых швов не изменяется. Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Полуавтоматический способ
В силу того, что во время сварки в воде присутствует большое количество водорода, шов получается пористым. Одновременно отрицательное действие оказывает усиленное охлаждение материала водой.
Шов получается хрупким, неустойчивым на изгиб. Для получения удовлетворительного результата приходится при расчете конструкций учитывать большой запас прочности и надежности.
Сварка под водой в среде аргона не дает ощутимого эффекта, так как лишь немного снижает содержание водорода в шве.
Хороший результат дает применение полуавтоматической сварки с применением порошковой проволоки. Она имеет меньший диаметр, чем электрод.
При сварке полуавтоматом можно организовать постоянную и непрерывную механизированную подачу проволоки, что в сочетании с применением неплавящихся электродов позволит получить однородные швы большой длины.
Сварочная проволока не имеет покрытия, и поэтому контролировать процесс сварки под водой становится легче.
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
svaring.com
как варить с водой, как правильно варить трубы отопления
Содержание:
Всю трубопроводную арматуру можно воедино собрать сваркой. Такое крепление считается одним из самых надежных, не требующих внедрения дополнительных приспособлений. Сварка водопроводных труб − явное подтверждение сказанному выше.

Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.

В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т.д.
Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Особенности сварки водопроводных труб
Механический процесс сварки можно произвести способом трения и взрыва.
Согласно категории носителя, сварочные методы классифицируются по типу:
- лазерных;
- газовых;
- дуговых;
- плазменных.

Согласно требованиям получения стыковочного шва, сварка бывает:
- свободной;
- принудительной.
Защитить зону сварки можно при помощи:
- газов;
- проволоки-электродов;
- флюса.

Технологический процесс сварки постоянно автоматизируется и механизируется, поэтому классифицируется, как:
- ручной;
- автоматизированный;
- механизированный;
- роботизированный.
Сварочные работы встык
Если вы стыкуете изделия из нержавейки, то лучше применить дуговой способ. При сварке трубы с водой, являющейся частью единой магистрали, в 60 процентах случаев специалисты прибегают к автоматическому дуговому варианту под флюсом.
Если по каким-то причинам механический метод недопустим, то сваривание изделий лучше выполнить ручным дуговым. Тогда шов может принимать всевозможные положения в пространстве: быть вертикальным, нижним, потолочным. При механическом либо автоматизированном способе сварки электроды движутся по окружности совмещения. Их скорость достигает 8-20 м/ч, при ручном варианте − 20-60 м/ч.

При наличии газовой защиты можно воспользоваться:
- активными и инертными газами;
- их одновременным смешением.
В данной ситуации электродом может быть как плавящийся, так и неплавящийся инструмент.
К дуговому методу с газовой защитой прибегают, когда арматура водопровода стыкуется в разных положениях.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.

При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
Первоначальный нагрев труб
Благодаря стартовому подогреву, можно добиться правильной терморегуляции в ходе сварочных работ. При этом скорость охлаждения металлических изделий взаимосвязана с характеристиками сварочного шва при температуре 500-800°С.
Если по окончанию процесса сварки материал трубы быстро охладится, то получится достаточно прочная, но не пластичная структура.
При желании можно менять скорость охлаждения кромок, но для этого потребуется:
- корректировка их первоначальной температуры;
- подогрев;
- учет толщины стенок составляющих водопровода.

С помощью первоначального подогрева создаются комфортные условия для активной эвакуации из сварочной зоны и стыка диффузионного водорода, а также изделие более защищено от возникновения трещин.
При корректном определении нужной температуры первоначального подогрева особое внимание следует уделить таким параметрам, как:
- структура материала;
- толщина стенки;
- температура наружного воздуха;
- разновидность покрытия электрода.
Подогрев и поддержание стабильной температуры в месте сварочного стыка обеспечивают газовые или электронагреватели. Местом нагрева называют площадь изделия, составляющую около 75 мм от стыка в каждую сторону.
Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Сварка труб с водой
В этой ситуации приемлемы три варианта, непосредственно зависящие от вида электродов, которые могут быть:
- газозащитные;
- с покрытием.
Сварочные работы могут проводиться и с одновременным использованием двух видов электродов: первым − газозащитного типа, которым нужно пройти у корня стыка и в горячем проходе; вторым − с покрытием − для облицовочных и заполняющих изделий.
При ведении сварочных работ с помощью электродов газозащитного типа движения колебательного типа отсутствуют, а край инструмента для сварки опирается на края трубного изделия. Работы осуществляются под напряжением от 75 В.

Если диаметр электрода 3,25 мм, то сила тока может быть 110 ампер, если 4 мм, то 120 ампер в полувертикальном положении и 160 ампер − в нижнем. В остальных случаях сила тока может варьировать от 100 до 140 ампер. При этом скорость сварки колеблется от 16 до 22 м/ч.
Ведение сварочных работ с электродом с покрытием происходит, в противоположность первому варианту, с колебательными движениями снизу вверх. От ширины разделения шва зависит величина амплитуды. Нередко, когда требуется много сварки одновременно на разных участках, прибегают к услугам нескольких специалистов, применяющих поточно-расчлененный способ. При крупногабаритных трубных изделиях сварочные работы могут выполнять даже четыре работника. Если же в наличии только пара людей, то лучше вести разносторонние действия снизу вверх от надира. Затем каждый следующий слой смещать от низа оборудования примерно на 50-60 миллиметров.
Соблюдая все наши рекомендации, вы поймете, как правильно варить трубы отопления, а сам процесс вам не покажется трудновыполнимым.
trubaspec.com
Сварка под водой или подводная сварка
В основе дуговой подводной сварки лежит устойчивый принцип горения в газовом пузыре, который имеет место при сильном охлаждении окружающей среды. Образование пузыря становится возможным посредством улетучивания и деления газов, воды жидких металлов. Около горящей дуги происходит выделение значительного числа газов. Это вызывает частичное выделение газов в виде пузырьков. Вода, в свою очередь, в дуге делится на водород и кислород. Кислород вместе с металлом образуют окислы.
Чем объясняется стабильное горение под водой? Такое явление основывается на принципе минимума энергии Штеенбека – относительное охлаждение любого элемента дуги возмещается увеличением уровня энергии, которая выделяется на участке. Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Сварка под водой выполняется с использованием постоянного и переменного тока. Постоянный ток делает дугу намного устойчивей, нежели, переменный.

История открытия подводной сварки
Доказательства горения дуги под водой, с теоретической точки зрения, было известно еще в 80 годах XIX столетия. А вот практическое обоснование было продемонстрировано в 1932 году советским инженером К.К. Хреновым. Середина 30 годов ознаменовалась использованием ручной дуговой сварки для множества работ. Такой вид применялся для ремонта парохода, носивший название «Уссури».
Особенности сварки под водой
Людям далеких от такой сферы деятельности подобный процесс кажется удивительным, и непонятным. Также он противоречит законам физики, однако, именно эта особенность дает право сварки на существование. За счет испарения воды и выделения газа образуется пузырь, в котором и происходит горение дуги. Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.
Применение подводной сварки
Подводная сварка нашла применение в следующих сферах:
- в строительстве гидротехнических сооружений;
- возведение подводной части трубопроводных, судовых и других конструкций.
Разновидность сварки под водой
На сегодня известно четыре основных способа подводной сварки:
- в сухой глубоководной камере;
- в рабочей камере;
- в портативном сухом боксе;
- мокрая сварка.
Процесс подводной сварки в сухой обстановке
Такая разновидность предполагает содержание в камере не только сварщика, но и сварного узла. Процесс сваривания в глубоководной камере характеризуется высоким качеством сварных швов. Однако, используемые камеры крупные и массивные. Для ее сооружения потребуется большое количество дополнительных денежных средств и вспомогательного оборудования. Для того чтобы создать естественную среду, камера непосредственно устанавливается на места, где будут соединяться трубы. После помещения уплотнений между трубой и камерой, а также пневматической заглушки, происходит вытеснение морской воды с помощью газа. После того как вода была вытеснена сварка выполняется в сухой среде.
Понятие «сварка в сухой среде» означает процесс сваривания, который происходит под высоким давлением и в абсолютно изолированной среде от воды.
Сухая гидросварка
Для выполнения такой разновидности сварки, прежде всего, должна присутствовать стабильная сухая газовая среда вокруг мест сваривания и сварочной головки. Это становится возможным за счет использования специальных камер, изготовленных на заказ или невесомых портативных боксов. Что характерно, в этих случаях полуавтоматическая сварка, основываясь, на работу электродной проволоки происходит в сухой среде.
Мокрая сварка под водой
Она может быть выполнена в двух режимах:
- ручном;
- полуавтоматическом.
Соединение ручной сваркой может быть выполнено внахлестку, угловым, иногда стыковым, но чаще всего используется способ опирающегося электрода. Горение дуг при таком способе характеризуется устойчивостью. Подобным способом можно заварить швы, не завися от пространственного положения. Многообещающим выступает полуавтоматический вариант, в котором комбинируется механическая подача проволоки в зону дуги с подвижностью и глобальностью ручного варианта. За счет механической подачи проволоки становится возможным длительное время выполнять подводную сварку без перерывов.
weldering.com
Подводная сварка: виды, характеристика способа
Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Находясь под водой, качества проплавки металла под действием сварочного давления возрастают. Вследствие трудной переносимости человеческим организмом глубины, сварочные действия при погружении ниже 100 метров невозможны.

Разновидность подводного сварочного процесса
Сварка под водой подразделяется на несколько способов ее проведения:
-
ручной метод с помощью дуги;
-
полуавтомат;
-
в кабине водолаза, рабочем отсеке;
-
в боксе на определенной глубине;
-
в небольшом отсеке с кислородом.
Часто применимыми из вышеуказанных способов являются:
Сварка в герметичном боксе считается действием дорогостоящим и сложным, требующим присутствия специального оборудования: крана, судна. Данный трудоемкий процесс позволяет получить в итоге неотличимый от исходного шов.
Гидросварка осуществляется в камерах небольшой площади, в которую поступает сухой газ. Сварка при этом проводится с помощью задействования электродной проволоки. Отличительными показателями подводной сварки являются требования к степени прижатия деталей.
Процесс соединения заготовок должен производиться в герметичном боксе. При этом используется смесь инертного газа, который методом вытеснения вытолкнет воду на поверхность, что обеспечит работу без воды.
Специальные приборы для подводной сварки контролируют изменение температуры внутри рабочей зоны. Дистанционный блок, размещаемый на поверхности воды, позволяет устанавливать необходимую подачу мощности и влиять на процесс сварочного периода.
Выбор способа
Сварка под водой подразделяется на такой тип: ручная дуговая и полуавтоматическая. Технологический процесс соединения металла подбирается в зависимости от рабочих условий. Сварка полуавтоматом основана на сочетании механической подачи электрода с режимом ручного метода, что влияет на время проведения процесса и ее стабильности.
Выбранная электронная проволока в качестве соединительного материала имеет небольшие диаметры, позволяющие равномерному распределению их по поверхности исходных заготовок. Увеличить функцию соединения и получить равномерный стык может использование аргона в равном соотношении с углекислым газом. При этом потребуется свести к минимуму содержание водорода в металлоконструкции. Проволока в виде порошка послужит защитным барьером от внешнего влияния, которое повышает прочность соединения, и ее задействование в подводной сварке незаменимо.
Сварка под водой способствует равномерному горению газа, образуя пузыри, находящиеся в водном испарении и в продуктах металлического плавления. Процесс окисления получается в результате химического взаимодействия металловолокон и продуктов водного распада.
Выбор электродов
Подводная сварка электродной проволокой, покрытой защитным составом, заключается в розжиге дуги в газовом вакууме, что образуется в ходе испарения и распада жидкости. Электрод имеет покрытую пленкой втулку, которая производит бесперебойное горение дуги и стойкость вакуума вокруг рабочей зоны.

Вес пленки, содержащейся по всей длине электрода, должен составлять 150% от стержневой массы. При сварке под водой используются переменный и постоянный энергоимпульс. Чаще всего предпочтение отдается мощности в 180А, в случае дуговой мощности — до 35В.
Перенапряжение ликвидируется водным охлаждением. Глубина проплавки металлоконструкций максимальна, и отличается от процесса на поверхности. Сварочное действие возможно при любых положениях исходного материала. Шов при подводном процессе имеет уплотненную структуру на стальном участке, что гарантирует прочность и долговечность.
Среди отрицательных показателей данной технологии можно отметить низкие показатели ударного действия, загибочный угол и наплавку металла на стыковую зону.
При подводных сварных работах применяется электродная проволока на основе низкого содержания углерода. Такого рода материал имеет высокую плотность, совпадающую с электродным материалом для работы на суше.
Для работы на глубине марка электродов должна иметь показатели, указывающие на защитную пленку, которая имеет стойкость к влаге. Водонепроницаемость материала способствует долговечной прочности свариваемых деталей. Изоляция и герметизация электрокабелей системы спайки способствует сохранению электрического напряжения в цепи.
Также среди недостатков сварки под водой является пропуск при создании шва, его смещение и наплавка, не встречающиеся при работе на поверхности. Для качественной работы требуется иметь соответствующий материал и профессиональные навыки сварщика.
Похожие статьиgoodsvarka.ru














